当前位置:
当前位置:

 热门推荐
热门推荐





 推荐新闻
推荐新闻


 在线留言
在线留言 详情内容
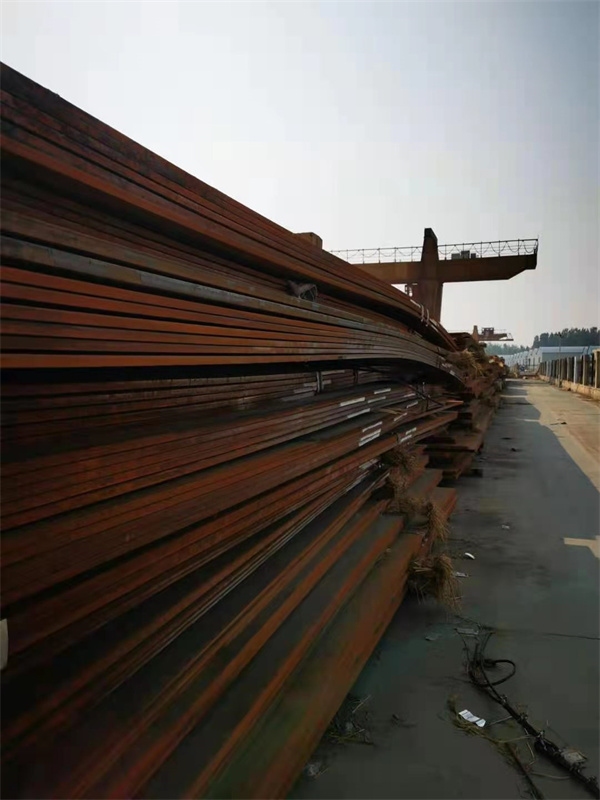
详情内容 螺旋管道生产工艺
一、钢管对焊连接
(一)将需要对接的两根钢管平放在同一平面的同一轴线上。
(二)保持两管管端的间隙在2-3mm之间,为保证焊接间隙距离可在两管间隙之间加衬垫。
(三)保证对接钢管的坡口角度。
(四)焊接后30分钟内不要使钢管受任何外力而移动,否则会使对接焊缝产生裂纹,影响管道的使用效果。
(五)若需对对接焊缝进行无损检测(X射线拍片或超声波检验),在条件允许的情况下应在焊缝焊接完成24小时以后进行。

二、法兰连接
(一)金属法兰套在连接件上,校正两两对应的连接件,使连接的两片法兰垂直于管道中 心线,表面平行。
(二)应使用相同规格的螺母,安装方向一致,螺栓应对称紧固。紧固好的螺栓应露出螺母之外,宜齐平。螺栓帽宜采用镀锌件。
(三)连接管道的长度应精 确,当紧固螺栓时,不应使管道产生轴向拉力。
(四)法兰连接部位设置支架。